This product is not longer available
Laser Technology

LCV BETA III
Retrospective
 |
|
Powerful machine high in productivity
- Continuous operation is available without monitoring
- Effective operation with minimized arranging time
- Greatly reduced running cost
- The intensive dust collector effectively collects dust
- Any system according to your plan may be selected
Grid style table
 |
A very attractive feature of this machine is the grid style table, this style table makes it easier to handle various piece configurations ranging from thin to thick sheet steel to more complicated pieces such as pipe stock or curved surfaces the blade table allows unattended continuous operation, and allows the system to be configured for the task at hand.
High productivity, low running cost
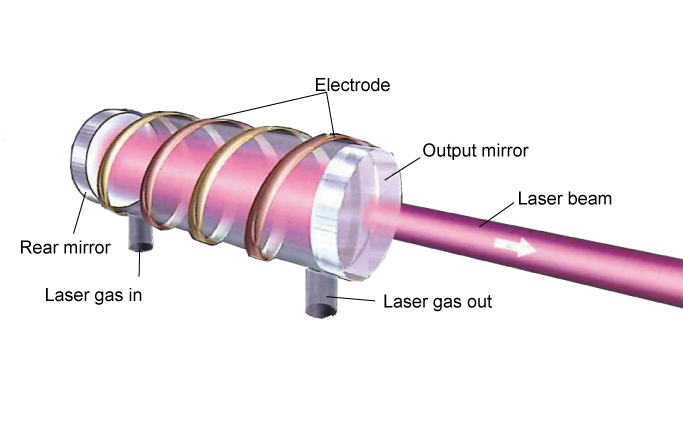
With an RF discharge excitation laser oscillator, the consumption rate of laser gas goes down to 1/3 (one-third), and electrodes do not wear while the optical system can enjoy a rauch longer service life. These help reduce the running cost.

Easy operation
The CNC unit is the latest 32-bit configuration, fully equipped with a high-speed and high-accuracy processing function like an advanced preview control. In addition, a single switch enables the laser oscillator to start and power supply to shut off, eliminating troublesome operating steps.
Cutting condition, setting function
Data on processing conditions of up to 10 kinds can be registered for each of materials of 90 kinds, including piercing and marking-off.
The operator can readily change the processing conditions as he is monitoring the state of processing. Data on the changed processing conditions may be registered as they are.


Cutting restart functions
In detecting an anomaly in cutting, this function can be used to stop processing automatically, memorize the position, return the cutting head to restart position and restart cutting.
Approach & edge Cutting restart function
By NC data setting,it can automatic ally judge the approach portion and
edge portion to control the optimal processing conditions.
")
FF clamp (optional)
The clamp is pulled in to the height of the path line when the materials are brought in. As there is no projection observed, the materials may be brought in readily from the clamp side as well.
")
High-speed sensor HS-98
The gap between work and cutting head may be noncontact maintained constant. An NC special port for "Z" axis allows high-speed follow-up.

Cooling cut (optional)
Misty water is sprayed on to the surface of work to prevent the material temperature from rising so that the work may be laser machined in steady manner. A dual type noise of a specific shape was developed to provide misty water in a minimum quantity needed.
Laser oscillators
- Electrodes enjoy a long service life thanks to the RF discharge system
- A lower consumption rate of laser gas (10/h, C-1500, C-2000)
- NC - based check is given to the oscillator for operating condition
- AII-solid-state power supply establishes a higher reliability
 |
|
Rotary index table (optional)
Machining may be carried out readly according to NC date produced by an automatic programming device, including the combination of pipes.
NC focusing system
The focus lens inside the cutting head moves automatically with NC control.
Easy cut (optional)
Nitrogen extracted from the air is used as assist gas. It works best on bonderized steel sheet. Effective to reduce assist gas cost.
Dust collection system
Fine dust particles are effectively eliminated through the use of a dust collection system.
NC gas pressure control (optional)
It is important to control gas pressure for the cutting of different materials and thicknesses. The pressure of assist gas is put under closed NC whose cutting conditions are filed.
Current laser machines

REGIUS-AJ
Fiber laser cutting machine with 6 kW or 9 kW oscillator and linear drive. Next level laser processing.

VENTIS AJ
High productive fiber laser cutting machine for practically burr-free, smooth cutting of stainless steel and aluminum

ENSIS AJ
Fiber laser cutting machine with automatically modulated laserbeam.

ENSIS RI
Fiber laser cutting systems with integrated pipe and profile processing

FO MII NT
CO₂ laser with flying optics and expandable rotary axis.

LC ALPHA V
Compact laser cutting machine with half flying optics and AMNC3i controller

LC F1
CO₂ Laser cutting machine with linear drive and flying optics.

LCG
CO₂ laser with flying optics and 3.5 kW oscillator.

LCG AJ
Fiber laser cutting machine with 4 different oscillators
The entry into fibre laser technology.
")
QUATTRO (AMNC)
Small laser machine with flying optics - ideal for entry into the laser technology
This product is not longer available
Our current products

REGIUS-AJ
Fiber laser cutting machine with 6 kW or 9 kW oscillator and linear drive. Next level laser processing.

VENTIS AJ
High productive fiber laser cutting machine for practically burr-free, smooth cutting of stainless steel and aluminum

ENSIS AJ
Fiber laser cutting machine with automatically modulated laserbeam.

ENSIS RI
Fiber laser cutting systems with integrated pipe and profile processing

FO MII NT
CO₂ laser with flying optics and expandable rotary axis.

LC ALPHA V
Compact laser cutting machine with half flying optics and AMNC3i controller

LC F1
CO₂ Laser cutting machine with linear drive and flying optics.

LCG
CO₂ laser with flying optics and 3.5 kW oscillator.

LCG AJ
Fiber laser cutting machine with 4 different oscillators
The entry into fibre laser technology.
")
QUATTRO (AMNC)
Small laser machine with flying optics - ideal for entry into the laser technology